1,5 стадийное производство |
Уникальная концепция Nissei ASB, специалиста в области моностадийных систем.
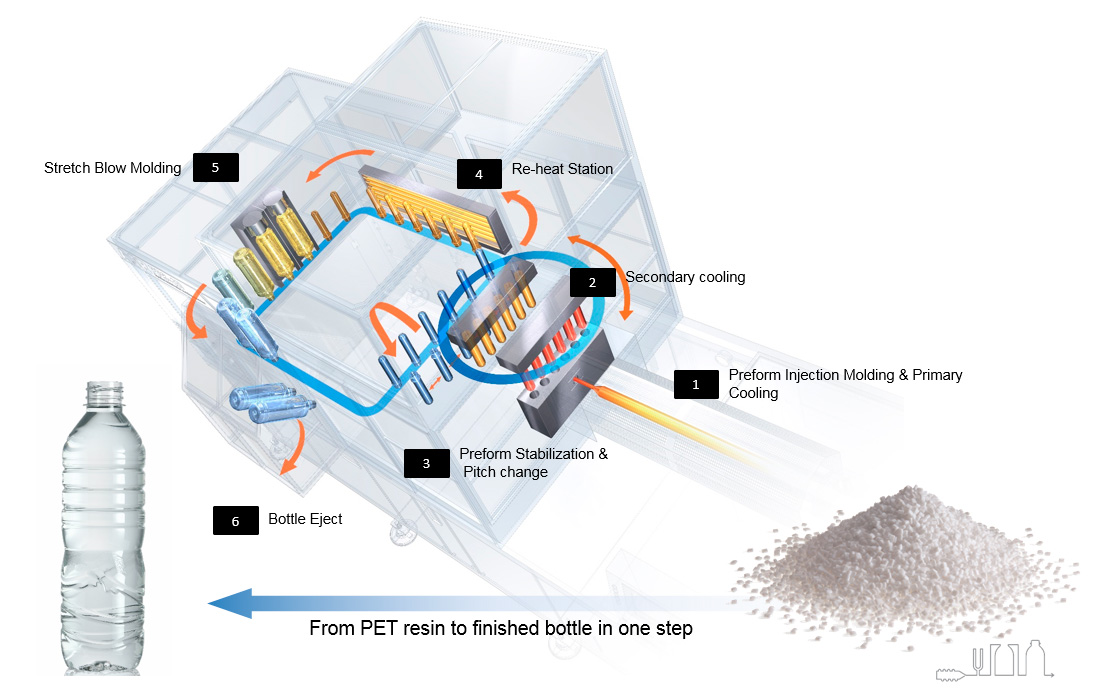
В серии PF используется самый эффективный на сегодняшний день метод производства ПЭТ-тары: преформа отливается, частично охлаждается, затем повторно нагревается и выдувается.
Эта концепция, в которой процессы литья преформы и выдува разделены, объединяет
достоинства моностадийной и двухстадийной систем в уникальную систему производства тары. В результате возникает очень компактная литьевая пресс-форма для производства преформ, в то же время станция выдува использует в 2, 3 или 4 раза меньше выдувных гнезд для обеспечения необходимой сочетаемости с производительностью преформ.
Это позволяет резко уменьшить инвестиции в пресс-формы при производстве тары различной
формы из общей преформы. Дальнейшее упрощение конструкции пресс-формы также резко уменьшает время для смены пресс-форм.
 |
1. Литье преформы и первичное охлаждениеРазделив процессы литья и выдува, мы разработали станцию литья с уменьшенным расстоянием между преформами, что позволило использовать высокопрочную и в то же время компактную литьевую
пресс-форму. |
 |
2. Вторичное охлаждениеВ отличие от других систем, в данной системе преформы дополнительно охлаждаются: с помощью охлаждающего блока или же оставаясь на втором комплекте литьевых пуансонов даже после начала следующего цикла литья, что увеличивает эффективность цикла литьяи уменьшает время цикла.
|
 |
3. Стабилизация температуры преформы и регулировка расстояния между гнездамиПреформы проходят процесс стабилизации температуры по направлению от наружного слоя к внутреннему, что обеспечивает стабильность производства тары и оптимальное распределение материала. Расстояние между гнездами можно изменить на соответствующее расстояние на выдувной пресс-форме. |
 |
4. Станция повторного нагреванияНагрев инфракрасными лучами при помощи галогенных нагревательных ламп обеспечивает точный и постоянный контроль толщины стенок. Положение и мощность нагреватель- ных ламп можно регулировать.
|
 |
5. Стабилизация температуры преформы и специальная обработкаНа данном этапе можно добавить множество специальных приемов, включая фиксацию горла, местное охлаждение*, регулировку положения ручки*, избирательное нагревание, устройство для вставки ручки и т.д. Кроме того, возможна повторная стабилизация температуры на внешней и внутренней поверхностях преформы.
|
 |
6. Растягивающе-выдувное производство тарыНа этапе 3 или 5 расстояние между гнездами изменяется с установленного для литьевой пресс-формы на установленное для выдувной
пресс-формы. Выдувные пресс-формы могут охлаждаться (стандарт) или нагреваться, когда требуется производство тары под теплый розлив. |
 |
7. Выгрузка тарыГотовая тара выгружается из машины и может быть помещена на выгрузочный конвейер (опция).
|

|
1-но стадийное производство
1,5 стадийное производство
2х стадийное производство
Уникальные решения
|
 КАНАЛ NISSEI ASB
КАНАЛ NISSEI ASB